
无缝管_板材重信誉厂家视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
以下是:西藏那曲无缝管_板材重信誉厂家的图文介绍

特殊债券必须投资于基础设施,而不是房地产相关项目。2019年发行的特殊债券中约有64%进入房地产领域,因此未能推动基础设施的增长。而政府今年将对资金使用更加严格。
预计建设高峰期将在6月完成,但是持续的财政支持和足够的新批准项目将确保2020年下半年基础设施部门对钢铁的持续强劲需求。


规格
无缝管按GB/T8162-87规定
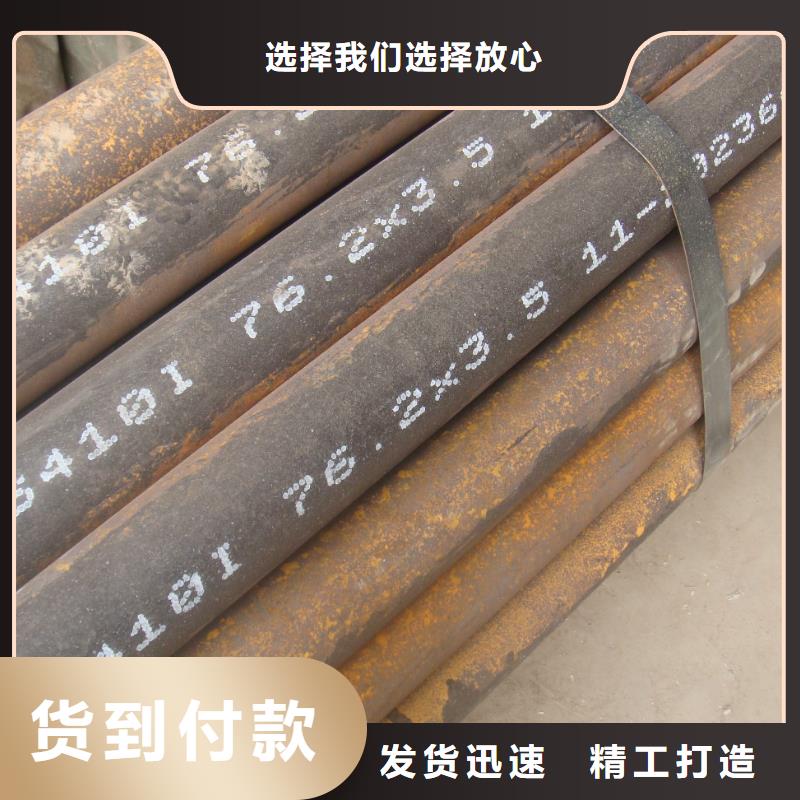
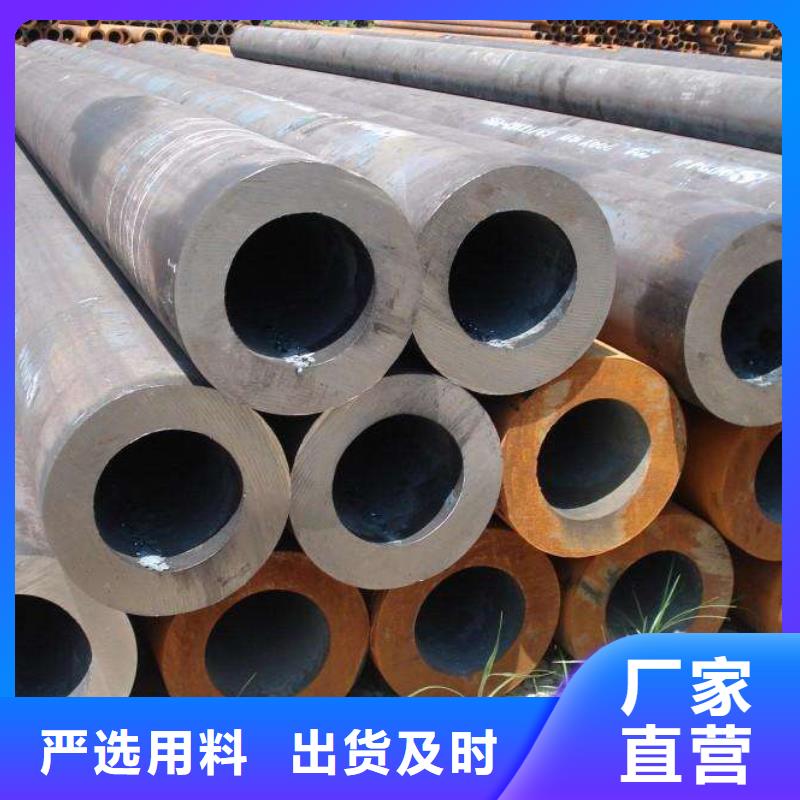
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。



琪钰钢铁贸易(那曲市分公司)主营 方矩管,欢迎新老客户惠顾!大量现货、追求卓越品质我们是认真的。
由于原材料价格波动较大,且产品规格、型号、材质多种多样,造成很难对其规定时价,所以本店所有标价仅供参考,如需下单,请拨打客服电话或者旺旺联系,以免出现其他问题。



