







对于冷拔管来说要不断地进行各个部分的性能和促进冷拔管的不断地进行去发展,对于常见的性能来说要不断地进行保证良好的效果,注意平时进行维护和保养,当出现生锈的时候要注意除锈的方式和方法,还要进行正确地进行去除锈!
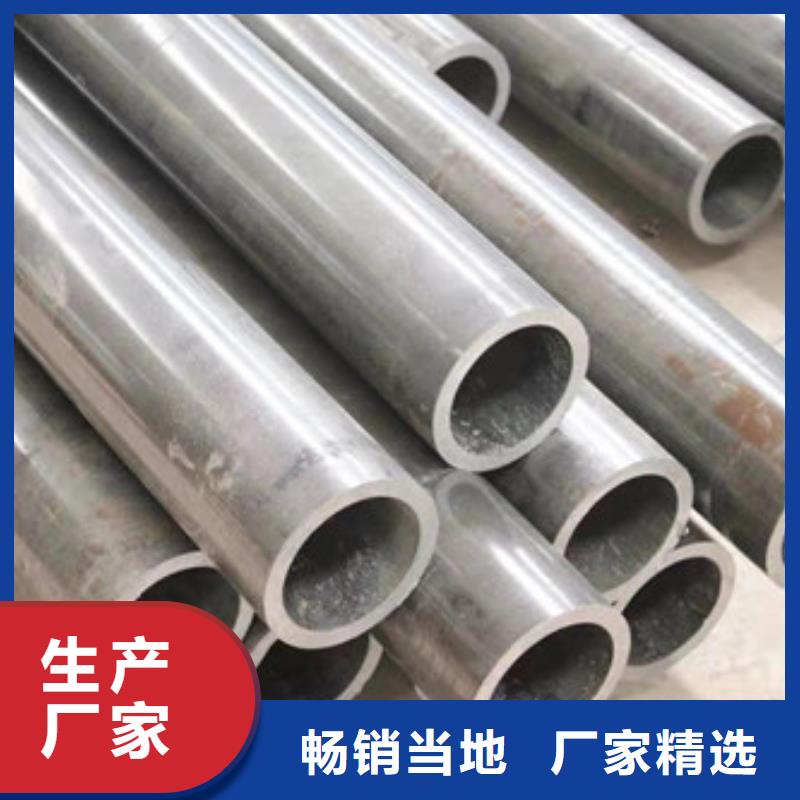
冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。
冷拔钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。
优质碳素结构钢冷拨无缝管,主要用10、20号钢制造,除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。



“以人为本、质量保障、品质服务、追求卓越”始终是公司立基建业的宗旨和目标。精拉管业(济南市分公司)本着“不断进取、与时俱进”的思想时时激励自己,用优异卓著的“诚信”【16Mn精密管】产品积j i参与国内外的市场竞争。


工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。

