




图文介绍虽好,但视频更能展现直缝焊管_Q345B款式新颖产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
以下是:广东东莞直缝焊管_Q345B款式新颖的图文介绍


经营理念:科学管理—— 镀锌焊管质优价廉开拓市场
诚信务实——携手共赢创造 镀锌焊管未来
只因有您的大力支持,申达鑫通商贸(东莞市分公司)才有今天的蓬勃发展,我们期待于您合作,为您提供的服务,共创美好未来。



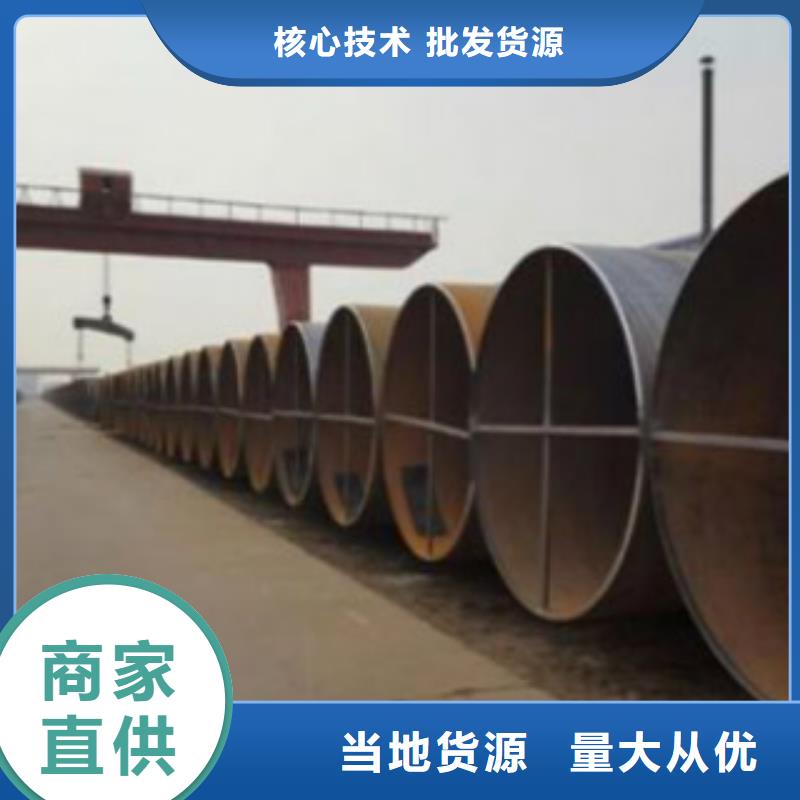
直缝焊管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。
埋弧焊工艺
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
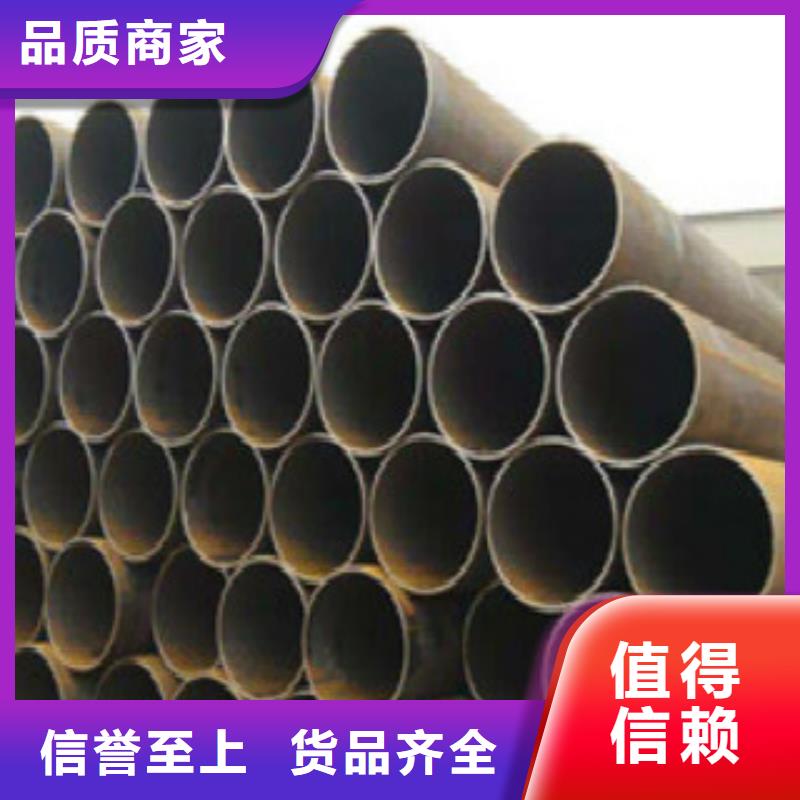
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
埋弧焊工艺
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;



天津申达鑫通 发布时间:2020-2-28 10:09直缝焊钢管标准化壁厚允许偏差表
来源未知 发布时间:2019-6-25 15:52
标准化壁厚允许偏差
偏差等级
壁厚允许偏差S/D0.1< S/D0.05< S/D≤0.10.025< S/D≤0.05S/D≤0.025S1±15%,小±0.6mmS2A±12.5%,小±0.4mm
B+正偏差取决于重量要求- 12.5%S3A±10%,小±0.2mmB±10%±12.5%,小±0.4mm±15%
C+正偏差取决于重量要求 - 10%S4A±7.5%,小±0.15mmB±7.5%±10%±12.5%±15%S5±5%,小±0.10mm
非标准化壁厚允许偏差
偏差等级
壁厚允许偏差,%NS1+15-12.5NS2+15-10NS3+12.5-10NS4+12.5-7.5
注:S是钢管公称壁厚,D是钢管公称外径。
来源未知 发布时间:2019-6-25 15:52
标准化壁厚允许偏差
偏差等级
壁厚允许偏差S/D0.1< S/D0.05< S/D≤0.10.025< S/D≤0.05S/D≤0.025S1±15%,小±0.6mmS2A±12.5%,小±0.4mm
B+正偏差取决于重量要求- 12.5%S3A±10%,小±0.2mmB±10%±12.5%,小±0.4mm±15%
C+正偏差取决于重量要求 - 10%S4A±7.5%,小±0.15mmB±7.5%±10%±12.5%±15%S5±5%,小±0.10mm
非标准化壁厚允许偏差
偏差等级
壁厚允许偏差,%NS1+15-12.5NS2+15-10NS3+12.5-10NS4+12.5-7.5
注:S是钢管公称壁厚,D是钢管公称外径。

