
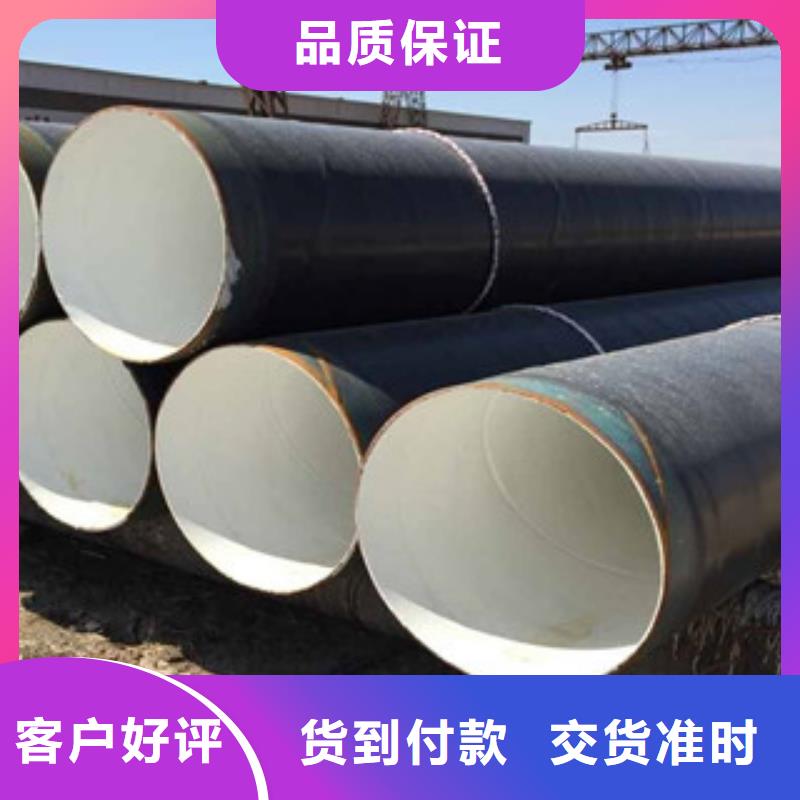


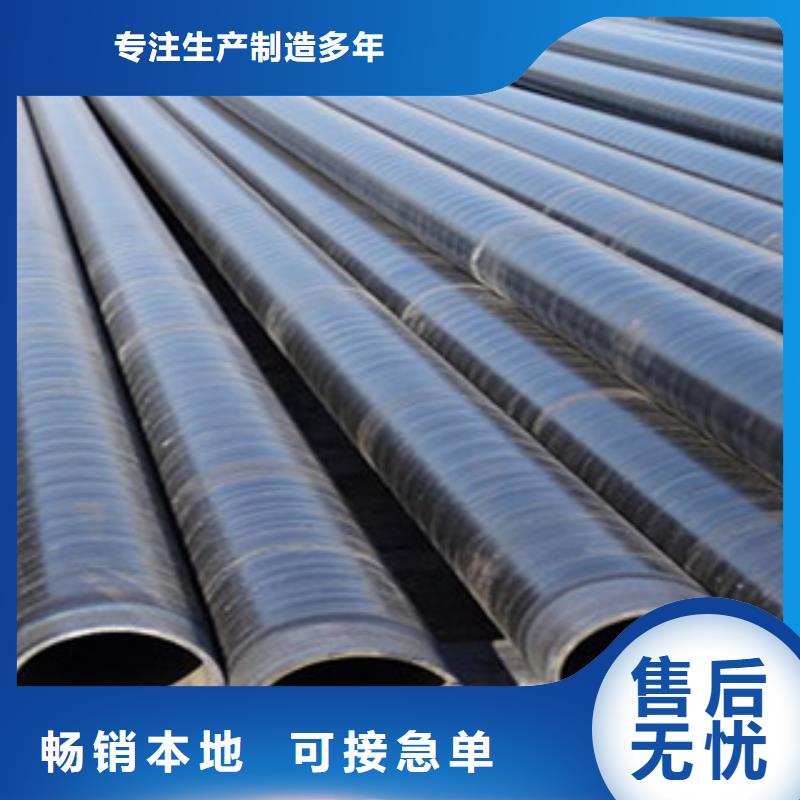
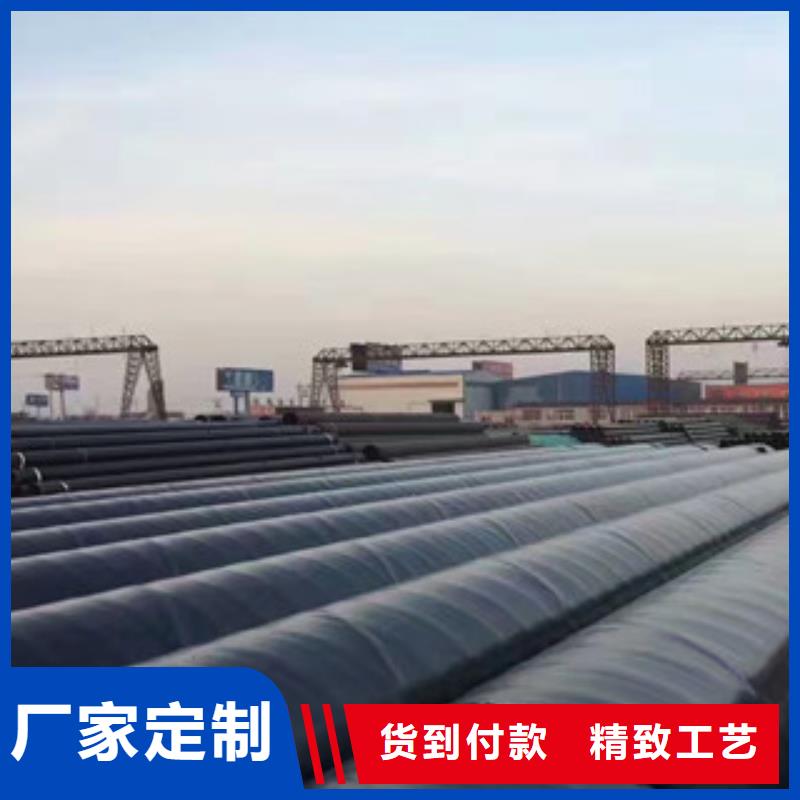
兴昊管道(运城市分公司)是一家专业生产各种 环氧煤沥青防腐钢管厂家。一切为了客户的需要是公司一直贯彻的经营原则,在日新月异的时代,我们利用技术优势,以科技倡导未来,更注重 环氧煤沥青防腐钢管内在品质,并根据客户不同的需要为客户设计,以满足客户的需求。除了优良的 环氧煤沥青防腐钢管产品,我们还将提供优良的售后服务,为用户解除一切后顾之忧。



DN15-DN100输水钢管和管件之间连接采用“GB7306用螺纹密封的管螺纹”规定的管螺纹, 管螺纹联接面是牙形交叉的螺纹,机械加工时产生的公差
在螺纹拧紧过程中将消失,当扳手力臂长200毫米时,管螺纹拧一圈,手掌移动628毫米,管体才前进了一个螺距2.309毫米,相差272倍,管体的拧
紧力为旋转力的272倍,巨大的拧紧力确保管体和管件间拧紧后不渗漏。管螺纹联接的接触面是钢和不锈钢接触,在热胀冷缩时膨胀系数很接近。在
内衬不锈钢复合钢管的端部外表面挤压出沟槽,沟槽式管接头的两端边压在沟槽之中,沟槽式管接头由两瓣的沟槽式管接头组成,两瓣的沟槽式管
接头之间由螺拴和螺母连接。当螺拴和螺母拧紧时,两瓣沟槽式管接头紧紧地扣在一起,压紧沟槽式管接头内的硅橡胶密封圈,硅橡胶密封圈把二
截管子的端头紧紧地抱在一起,流体在管内和密封圈内流动,确保了流体流动的密封性,



内衬不锈钢镀锌钢管产品广泛应用于生活热水管,太阳能热管道,中央空调,暖通等供暖方面,中间节约了我们大量维护成本。由于内衬不锈钢镀锌钢
管的内外层材质的膨胀系数比较接近,使得其在温差变化较大的情况下仍能保证双层的结合紧密性,确保了不会出现内外脱层的现象。化学成分不锈
钢不锈钢的耐蚀性随含碳量的增加而降低,因此,大多数不锈钢的含碳量均较低, 不超过1.2%,有些钢的Wc(含碳量)甚至低于0.03%(如
00Cr12)。不锈钢中的主要合金元素是Cr(铬),只有当Cr含量达到一定值时,钢才有耐蚀性。因此,不锈钢一般Cr(铬)含量至少为10.5%。不锈
钢中还含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。不锈钢的耐蚀性随含碳量的增加而降低,因此,大多数不锈钢的含碳量均较低, 不超过
1.2%,有些钢的Wc(含碳量)甚至低于0.03%(如00Cr12)。不锈钢中的主要合金元素是Cr(铬),只有当Cr含量达到一定值时,钢才有耐蚀性。因
此,不锈钢一般Cr(铬)含量至少为10.5%。不锈钢中还含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。


3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢
制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4焊条采用GB/T983“不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2.3.5焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧
焊时,焊丝采用同E309相同成分的A302焊丝。
3.6焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。



