以下是:陕西省圆钢65锰钢板工厂批发的产品参数
| 产品参数 |
|---|
| 产品价格 | 4100/吨 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 10000吨 |
|---|
| 运费说明 | 电议 |
|---|
| 小起订 | 1吨 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20cr 40cr 15crmo 65mn 50mn 35crmo 42crmo gcr15 40crnimoa 38crmoal 5crnimo 5crmnmo 20crmnti 30crmnti |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 本钢 莱钢 济源 |
|---|
| 加工定制 | 可切割 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 机械加工 |
|---|
| 范围 | 圆钢65锰钢板供应范围覆盖陕西省 西安市、宝鸡市、咸阳市、延安市、汉中市、榆林市、铜川市、商洛市、安康市等区域。 |
|---|
以下是:陕西省圆钢65锰钢板工厂批发的图文视频
【多麦】为客户提供多样化产品,包括
西安40cr钢板、
商洛Q690D钢板、
宝鸡锰13钢板等,适配多元场景需求。
圆钢65锰钢板工厂批发,
【多麦金属】高锰耐磨耐候钢板生产厂家(陕西省分公司)为您提供
圆钢65锰钢板工厂批发产品案例,联系人:
朱经理,电话:
【19963572572】、【19963572572】。 陕西省 陕西省是中华民族及华夏文化的重要发祥地之一,历史代表文化为“三秦文化”,有西周、秦、汉、隋、唐等14个政权在陕西省建都,是中国经纬度基准点大地原点和北京时间授时中心所在地。陕西省地势呈南北高、中间低,由高原、山地、平原和盆地等多种地貌构成,其中黄土高原占全省土地面积的40%,地跨黄河、长江两大水系,横跨三个气候带,陕北北部长城沿线属中温带季风气候,关中及陕北大部属暖温带季风气候,陕南属北亚热带季风气候。境内主要景区景点有黄帝陵、兵马俑、华山、未央宫遗址、大明宫遗址、大雁塔、小雁塔、西安城墙、西安钟鼓楼、大唐不夜城、大唐芙蓉园等。
无论您是初次接触还是已经熟悉,我们的圆钢65锰钢板工厂批发产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:陕西圆钢65锰钢板工厂批发的图文介绍


采用锻造余热淬火一高温回火的超细化处理工艺取代常规球化退火工艺,可获得均匀而细小的点状碳化物,基本上可以碳化物偏析和液析,后压低温度淬火,终可获得双细化的淬火组织,从而可以大幅度提高模具性能。等温淬火,可以获得下贝氏体+马氏体+残留奥氏体+剩余碳化物的混合组织。如能获得体积分数为30%左右的下贝氏体,则等温淬火后的工件可以获得强度和韧性的佳配合。等温温度在170℃~300℃选择。高温等温,强度和硬度较低;低温等温,下贝氏体转变较慢,转变量较少。等温温度的高低、陕西附近下贝氏体数量的多少,不但影响工件的强韧性,而且还会影响工件变形量圆钢



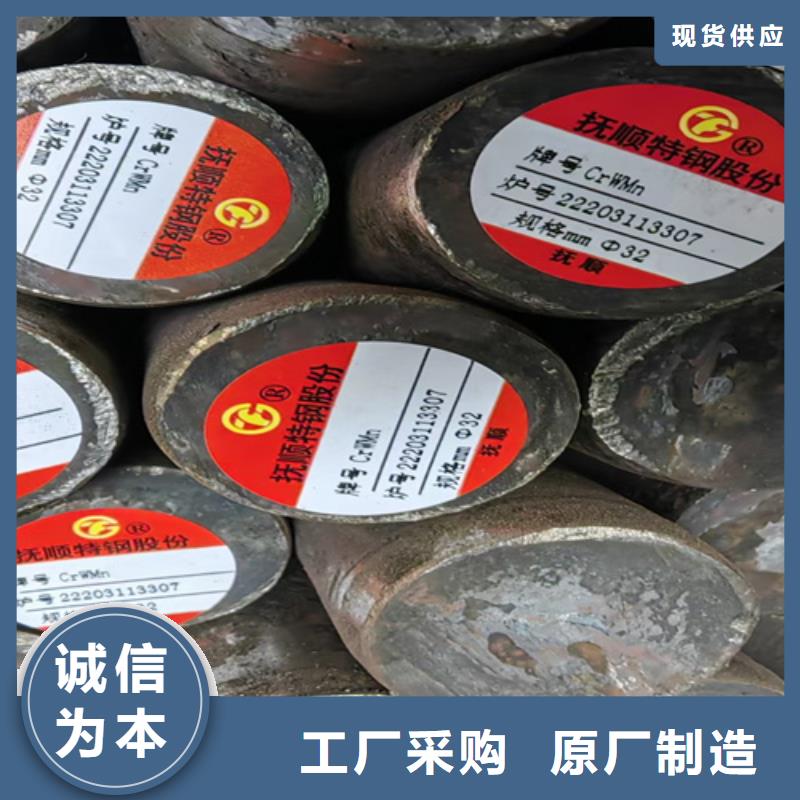
为了降低或减轻炭化物网状的形成,锻轧后尽可能冷至650~700℃,然后缓冷(坑冷、陕西附近砂冷或炉冷)。 CrWMn钢具有高淬透性。由于钨形成碳化物,这种钢在淬火和低温回火后具有比铬钢和9SiCr钢更多的过剩碳化物和更高的硬度及耐磨性。此外,钨还有助于保存细小晶粒,从而使钢获得较好的韧性。所以由CrWMn钢制成的刃具,崩刃现象较少,并能较好地保持刀刃形状和尺寸。但是,钢对形成碳化物网比较敏感,这种网的存在,就使工具刃部有剥落的危险,从而使工具的使用寿命缩短,因此,有碳化物网的钢,必须根据其严重程度进行锻压和正火。这种钢用来制造在工作时切削刃口不剧烈变热的工具和淬火时要求不变形的量具和刃具,例如制作刀、陕西附近长丝锥、陕西附近长铰刀、陕西附近专用铣刀、陕西附近板牙和其他类型的专用工具,以及切削软的非金属材料的刀具。圆钢


【多麦金属】高锰耐磨耐候钢板生产厂家(陕西省分公司)成立于2011年,在陕西及国内 堆焊耐磨板市场影响深远!我们向客户提供的是:快捷、完善、度身订做的 堆焊耐磨板产品,展望未来,我们满怀信心;共谋发展,一脉相承。你的来电来临咨询,我们必定竭尽所能,双赢是我们共同目的! 所以,在选择购买理想的 堆焊耐磨板供应商时,基于我们的质量、服务之上,请认准【多麦金属】高锰耐磨耐候钢板生产厂家(陕西省分公司)!我们备有详细的资料及前期服务,诚意恭侯!欢迎莅临我司核评审!顺祝商祺!



因此预热温度选为150℃。采用氧-乙炔焰对试件进行加温,先用测温笔粗略判断试件表面的的温度(以笔迹颜色变化快慢进行估计),后用半导体点温计测定,测量点至少应选择三点,以保证试件整体均达到所要求的预热温度。焊接时, 层采用手工钨极氩弧焊打底,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。其余各层采用焊条电弧焊,共焊6层,每个焊层一条焊道。方案Ⅰ和方案Ⅱ的焊接工艺参数见表3、陕西同城4。按方案Ⅰ焊表3 方案Ⅰ的焊接工艺参数焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范打底层钨板氩弧焊ER80S-B2L φ2.4 110 12填充层焊条电弧焊E8018-B2 φ3.2 5 85~90 23~25150℃ 715。×75min盖面层 焊条电弧焊 E8018-B2 φ3.2 5 85~90 23~25表4 方案Ⅱ的焊接工艺参数焊道名称 焊接方法 焊接材料 焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度 热处理规范打底层 钨板氩弧焊 ER80S-B2L φ2.4 110 12填充层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24 / /盖面层 焊条电弧焊 E309Mo-16 φ3.2 90~95 22~24接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温缓冷措施。热处理采用方案Ⅰ焊接的试件,焊后应进行局部高温回火处理。热处理的工艺为:升温速度为200℃/h,升到715℃保温1小时15分钟,降温速度100℃/h,降到300℃后空冷。具体采用JL-4型履带式电加热器(1146×310)包绕焊缝,用硅酸铝棉层保温,保温层厚度50mm,温度控制采用DJK-A型电加热器自动控温仪。圆钢


42CrMo力学性能:抗拉强度σb (MPa):≥1080(110)屈服强度 σs (MPa):≥930(95)伸长率 δ5 (%):≥12断面收缩率ψ (%):≥45冲击功 Akv (J):≥63冲击韧性值 αkv (J/cm2):≥78(8)硬度 :≤217HB为提高模具寿命达到80万模次以上,可对预硬钢实施淬火加低温回火的加硬方式来实现。淬火时先在500-600℃预热2-4小时,然后在850-880℃保温一定时间(至少2小时),放入油中冷却至50-100℃出油空冷,淬火后硬度可达50-52HRC,为防止开裂应立即进行200℃低温回火处理,回火后,硬度可保持48HRC以上。圆钢



圆钢65锰钢板工厂批发_【多麦金属】高锰耐磨耐候钢板生产厂家(陕西省分公司),固定电话:【19963572572】,移动电话:【19963572572】,联系人:朱经理,经济技术开发区创业大厦B塔310。