


想要更直观地感受无缝钢管1不锈钢管用心做产品产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
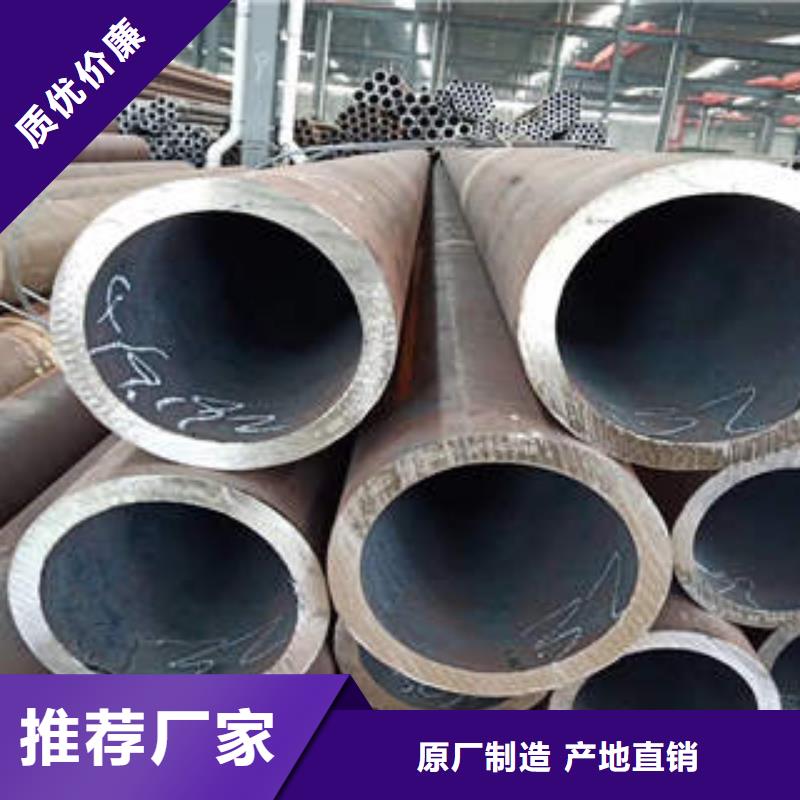
以下是:云南西双版纳无缝钢管1不锈钢管用心做产品的图文介绍


板、带、棒、线材发展连铸连轧技术快,而无缝管材就慢,因而成本居高不下。国外焊管品种随着焊接技术的进步快速发展,从水煤气管发展到套管、锅炉管。我国在1987-1992年间,大庆、胜利和塔里木油田仅从日本新日铁就购买了规格为¢137–337mm,的油井用焊管16万吨。随后我国在大庆和辽河油田用日本提供的焊接套管建设过试验油井。这些事实证明,只要有先进的生产工艺和质量控制手段,焊接钢管在一定领域内可以完全替代无缝钢管。 焊管的厚度公差高于无缝钢管厚度公差,材料节省率高,成本低。这就是石业引进焊管产品的一个主要原因。中国的无缝管、轧管产品都受到西方先进焊管产品的挑战,只有跳出单纯数量扩张的圈子,狠抓技术进步,降低成本,产品向次发展才有前途。因此,在20世纪末21世纪初,国内冶金行业无缝化钢管技术的研究应运而生。无缝钢管关于焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。



而普通钢管的焊缝部位是其薄弱环节,焊缝质量也是影响其整体性能的主要因素。在北方生活过的人一般都有过自来水管或暖气管在冬天被冻爆的经历,爆的地方一般都是焊缝处。焊管不是无缝钢管。无缝化钢管的生产工艺钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上,再经张力减径机(张力减径机共有24道次)轧制成各种外径与壁厚的成品管,采用此工艺所生产的热轧钢管与普通的高频焊管有本质的区别通过加热炉加热后其焊缝与母体的金相组织和机械性能可以达到完全一致此外,大口径无缝钢管通过多道次的张力减径机轧制和自动控制使得钢管的尺寸精度(尤其是管体圆度和壁厚精度)优于同类无缝管。 世界发达 生产的流体管,锅炉管中已大量采用焊管无缝化工艺,随着社会的发展,国内热轧焊管逐步代替无缝管的局面已经形成。无缝化钢管与大口径无缝钢管的区别可以从几个方面来看首先焊管一般来说都是定尺的,而且一般都是6米,九米或12米。无缝钢管定尺的非常少,因为定尺出厂加价非常多。第二可以从管头的横截面看,如果有锈的话擦干净,仔细看的话会发现焊接区。第三如果酸洗一下,那就明显了。料涂层涂敷后对钢管里里的预处理质量间接影响到涂层附灭力的高下。

美国《普林斯顿报告》和我国石化等各个行业的实践为我们钢管业发展方向树立了一种观察标杆,启示我们:中国今后发展无缝钢管和发展焊管都应当向技术高层次方向发展。无缝化钢管依据成型方式不同分为无缝钢管、焊接钢管和热扩管等几类。无缝钢管执行标准为《低中压输送流体用无缝钢管》(GB/T8163-1999),是指利用柱状钢坯加热,模具穿孔方式生产的热轧钢管和利用冷拔机组将原管拉伸方式生产的冷拔钢管。该类钢管特点为管径大、直度好、壁厚大、产量低、耗能大、成本高、长度10米左右且非定尺,另外一个重要特征是所有钢管均有偏壁现象,即壁厚不均匀,偏差较大。 焊接钢管目前根据焊缝形式不同分为直缝焊接钢管、螺旋焊接钢管两种,直缝焊接钢管就焊接工艺不同又分为直缝电阻焊钢管(ERW)和直缝埋弧焊钢管(LSAW),执行标准为《低压流体输送用焊接钢管》(GB/T3091-2001),焊接钢管均是利用轧辊等模具将带钢延圆形渐开线逐步卷为圆形,再通过埋弧、电阻等不同焊接方式焊接成型生产的钢管。该成型方式的特点是产品产量高、成本低、耗能小、长度可以达16米且可以定尺、直径及壁厚可良好控制,缺点主要是目前国内钢管生产设备技术落后,导致焊缝部分强度不足,壁厚一般国内无法做厚。


中国无缝管网表示,各项去产能、去库存、稳增长、促投资的政策密集出台,政策着力点尽管和2009年“四万亿”刺激政策不同,但政策宽松程度已有几分相似。这些政策措施的出台,极大程度上强化了市场预期,了市场信心。中国无缝管网认为,当前国内无缝管开工率依然维持低位,国内市场和无缝管库存明显低于去年同期水平。无缝管市场供需形势将有望进一步得到改善。而春节前后各项去产能、去库存、稳增长政策密集出台,对市场信心形成明显提振,市场看涨氛围浓厚,预计无缝管短期上涨势头将持续。 “关键是坚持走品种、质量、效益型道路。”中国无缝管网表示,“近几年来,不是在量上做文章,而重点在品种、质量上下功夫。着力开发客户所需要的品种,不断产品的档次,产品的附加值就在不断地。”“尽管无缝管的钢材价格也在下降,但是下降幅度较低。我们没有去拼价格,不搞恶性竞争,始终坚持走自己的路。”中国无缝管网表示。同时,目前的市场形势非常严峻,无缝管就是注重考虑怎样为客户创造价值,而不是简单卖产品,把销售产品和服务完全结合在一起。



广联钢管(西双版纳市分公司)占地40余亩,建筑面积12000平方米,拥有员工100多人,技术人员30余名。现代化 不锈钢管加工生产设备齐全,技术力量雄厚;地理位置优越,交通便利。拥有完整、科学的质量管理体系,多年来一直坚持质量为本、诚实守信的处世原则,用实力和 不锈钢管产品质量获得了业界的一致好评。


它表示金属材料在拉力作用下抵抗破坏的 能力。计算公式为:式中:Fb--试样拉断时所承受的 力,N(牛顿);So--试样原始横截面积,mm2。屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力首次下降前的 应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1--试样拉断后的标距长度,mm;L0--试样原始标距长度,mm。断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。


