



产品视频展示,助您洞悉C276法兰_C276大小头自有生产工厂产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:黑龙江鸡西C276法兰_C276大小头自有生产工厂的图文介绍

对待客户沃盛特材(鸡西市分公司)执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 哈氏合金C276管品牌。


C276法兰板式平焊法兰(化工标准HG20592、黑龙江鸡西当地 标准GB/T9119、黑龙江鸡西当地机械JB/T81):取材方便,制造简单,成本低,使用广泛;但刚性较差,因此不得用于有供需、黑龙江鸡西当地易燃、黑龙江鸡西当地易爆和较高真空度要求的化工工艺配管系统和高度、黑龙江鸡西当地极度危害的场合。密封面型式有平面和突面。带颈平焊法兰属于国标法兰标准体系。是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。带颈平焊法兰颈部高度较低,对法兰的刚度、黑龙江鸡西当地承载能力有所提高。与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动,但现场安装较方便,可省略焊缝拍揉伤的工序。带颈平焊法兰全称带颈平焊钢制管法兰英文名称:Slip-on 简称SO带颈平焊法兰同板式平焊法兰一样也是将钢管、黑龙江鸡西当地管件等伸入法兰内通过角焊缝与设备或管道连接的法兰。



黑龙江鸡西首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:① 将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;② 将金属模具预加热到800-900℃保持恒温;③ 起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④ 铸件自然冷却到800-900℃保持1-10分钟;⑤ 用水冷却至接近常温,脱模取出铸件。C276法兰



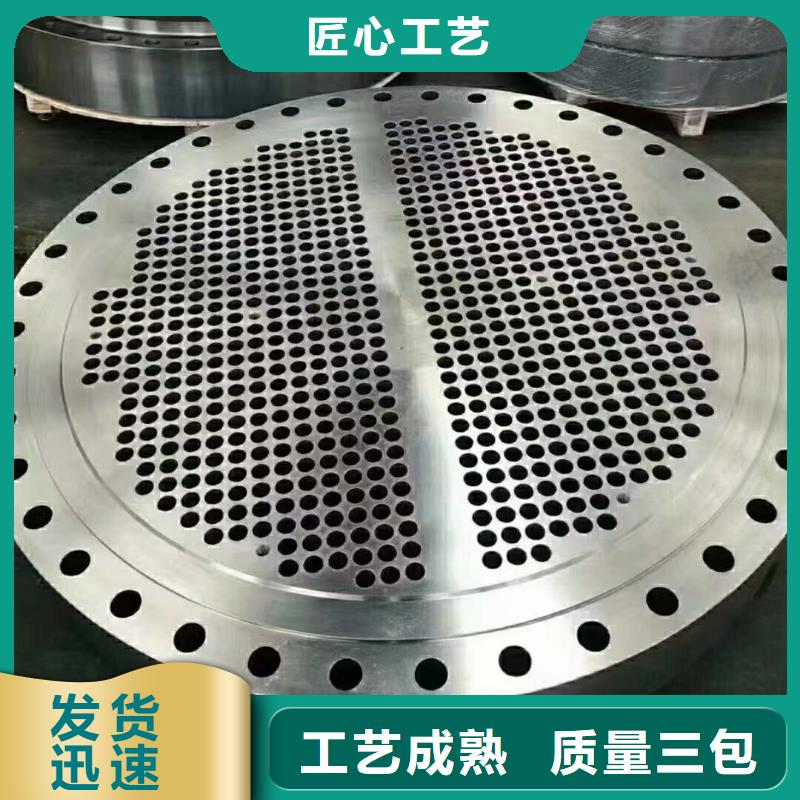
C276法兰锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、黑龙江鸡西当地加热、黑龙江鸡西当地成形、黑龙江鸡西当地锻后冷却。锻造的工艺方法有自由锻、黑龙江鸡西当地模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、黑龙江鸡西当地小批生产的锻件。自由锻设备有空气锤、黑龙江鸡西当地蒸汽-空气锤和水压机等,分别适合小、黑龙江鸡西当地中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、黑龙江鸡西当地拔长、黑龙江鸡西当地冲孔、黑龙江鸡西当地弯曲和切断等。1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、黑龙江鸡西当地横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、黑龙江鸡西当地连杆等。3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。6. 切割 分割坯料或切除料头的锻造工序。
